 1�p��Ŀ�ſ�
1�p��Ŀ�ſ�
1.1��תҤ���ջ���ʯ�ҵ�����
�ڸ����������У�����ʯ�������ս᳧����������ϵͳ����ˮ����ϵͳ��ת¯����ϵͳ�͵�¯����ϵͳ�ȣ�����ת¯���ֻ���ʯ������ռ������������һ��롣���ݱ���տ������350��ת¯���ֵ��������飬��תҤ�����Ļ���ʯ�ұ������˫����Ҥ�����Ļ���ʯ��ͬ���Ļ��Զ�����ʱ���Լ2-3���ӡ�������ʯ�һ�תҤ��
1.2��תҤ����Ҥ�ŵ��ȱ��Ƚ�
�ڹ��⣬�������ʸֻ������û�תҤ��������ʯ�ң���������Ҥ����תҤ�������Զȴ���360�����ԶȺ��ҷdz��ȶ�������CO2<2%��һ��<1%����������������Ʒ�����ÿ��ƣ���Ҥ�������Զȴ���360������̫�ȶ�������CO2һ����<4%����תҤ����Ҥ��Ƚϣ���תҤȱ����Ͷ�ʶ�һ�㣬ռ�����Ҳ��һЩ���ڹ��ڣ���Ϊ��תҤͶ����ռ�����⣬�ָ�����ѡ����Ҥ��ֻ�бȽ�ע�ز�Ʒ�����ĸ������������˻�תҤ����������ʯ�ҡ�����ڹ����������ʸ���һ������ѡ�ô��ͻ�תҤ��������ʯ���DZ�֤�������ʸֵ�ǰ������֮һ��
1.3��Ŀ���
1.3.1 �����
1.3.2 ��Ʒ�Χ
2�p������ģ����Ʒ����
2.1������ģ
���û�תҤ����ʯ�ҹ��գ���ƹ�ģΪ13.2���/�����ʯ�ң���400��/�գ�ʵ��������330����㣬ʵ�������13.2��֡������������豸������������ʩ���ʱ����ֿ��ǽ�������������Ҫ��
2.2��Ʒָ��
����ʯ�Ҳ�Ʒ�������ܣ�
|
CaO��%��
|
MgO��%��
|
SiO2��%��
|
P��%��
|
S��%��
|
���� CO2��%��
|
���Զ�
|
|
��90
|
��0.7
|
��2.8
|
��0.03
|
��0.025
|
��2
|
��360
|
2.3 ����ʯ�Ҳ�Ʒ����
����ʯ�Ҳ�Ʒ���ȣ�ʯ��������ΪԼ90%,ʯ�ҷ۱���ΪԼ10%��
3�� ԭ�ϡ�ȼ�ϵ���������
3.1ԭ����Ҫ�ɷ֡��������
���ȣ� 20��40mm֮�䣬���Ⱥϸ�����90%
ԭ�ϣ�������ϴ����ʯ��ʯ��
ԭ����Ҫ�ɷֱ�
|
��ѧ�ɷ�
|
CaO
|
MgO
|
SiO2
|
P
|
S
|
ˮ��
|
����
|
|
���� ������
|
��53.5
|
��0.4
|
��1.5
|
��0.03
|
��0.025
|
��3
|
��1
|
|
����
|
20��40mm�ı���90%��С��20mm�ı�����5��������40mm�ı�����5��
|
3.2ȼ�ϵ���������
�½�13.2���/�꣨400��/�գ�����ʯ����Ŀ����ú����Ϊ��Դ���ʡ�
ú����ֵQ=4000Kcal/Nm3
3.3ԭ�ϡ�ȼ�ϵ�����
3.3.1 ��λ��Ʒʵ��ʯ��ʯ�Ϻģ� 1.8kgʯ��ʯ��
CaCO3 = CaO + CO2 - 422KJ/kgCaCO3
100 56 44
1.785t 1t
����CO2Ҫ��ͨ������תҤ��2%--��ӦCaCO3 Ϊ0.045t��
��ÿ��CaO����CaCO3 :1.785-0.045=1.74t
3.3.2 ��λ��Ʒ�Ⱥģ�
������5225kJ/ kgʯ�ң�����1250Kcal/kgʯ�ң���
���°�5225kJ/kg�����Ⱥġ�
3.4ȼ�����ļ���
ȼ�����ļ���
��λ���ģ�1250Kcal/kg��4000Kcal/Nm3��1000=312.5Nm3/tʯ��
Сʱ���ģ�312.5 Nm3��400t��24h=5208Nm3/h
����������312.5 Nm3��400t=125000Nm3/d
����������125000Nm3��330��=41250000Nm3/��
3.5 ����ƽ�� material balance
����ƽ���Material balance form
|
�� ��
�� ��
|
��Ȼˮ��
(%)
|
���Ķ���(t/t)
|
����ƽ����( t) / ( m3)
|
��ע
|
|
�����
|
����Ȼ
ˮ�ݵ�
|
�����
|
����Ȼˮ�ݵ�
|
|
��
|
��
|
��
|
��
|
|
ʯ��ʯ
|
2
|
1.786
|
1.937
|
714.4
|
235752
|
774.8
|
255684
|
|
|
ʯ ��
|
|
|
|
360
|
118800
|
|
|
10��40mm(90%)
|
|
ϸ��
|
|
|
|
40
|
13200
|
|
|
��10mm(10%)
|
|
ú��
|
|
312.5
|
|
125000Nm3
|
41250000Nm3
|
|
|
4000kCal/Nm3
|
2.3.4 �������ϵĴ��淽ʽ����������������
|
���
|
��������
|
����
��ʽ
|
����
(m)
|
������
(t)
|
������
(d)
|
|
1
|
��Ʒ��Ҳ�
��10-40mm��
|
Բ��
|
��8
|
1000
|
2.5
|
|
2
|
��Ʒ�ۻҿ�
��0-10mm��
|
Բ��
|
��5
|
100
|
2.5
|
2.4�����豸һ��������Ҫ���乤���ƶȱ�
|
���
|
����
|
����������ơ�����
Parameter
|
�����ƶ�
(d/w��h/d)
|
̨��
|
|
1
|
ʯ��ʯ����ɸ��ϵͳ
|
ɸ�ֻ���YA1236
������100t/h
|
7d/w��12h/d
|
1
|
|
2
|
ʯ���ճ�ϵͳ
|
��ʽԤ��������8.3��4.0 m
��תҤ����3.6��55m
��ʽ��ȴ����3.7��3.7��11.6m
����������400t/d
|
7d/w��24h/d
|
1
|
|
3
|
���ճ���
|
����������115��000m3/h
��ں���Ũ��t50g/Nm3
���ں���Ũ�ȣ�10mg/Nm3
���£�220��
|
7d/w��24h/d
|
1
|
|
4
|
Ҥβ���
|
������115��000m3/h
���£�180��
ѹ����9000Pa
|
7d/w��24h/d
|
1
|
4�����ԭ��
4.1���ó��졢�ɿ���ʵ�á�������Ч����Ƚ����ռ������������ú�����˳��������װ��ˮƽ�ﵽ�������ȡ�����ͬ����ʯ���������Ƚ�ˮƽ��ijЩ�����Զ����豸��������֪��Ʒ��
4.2����ϵͳ���Ҫ���Ƚ�ʵ�ã��ȶ��ɿ�����ȷ������ĿͶ��������Ч��
4.3������Ӹù������������ࡢ��ˮ���۳��������Ĵ��������ÿɿ������ơ����ס���Ч�Ļ�����ʩ�����Ҫ���Ϲ��Һ���ҵ���ڵ����°䲼�İ�ȫ���������������������Ͷ���������������ʡ�
4.4���ý��ܼ���������������Դ��
6.3 ���ս���
6.3.1 ��������
6.3.1.1ʯ��ʯɸ��ϵͳ
����ɸ��ϵͳ������ɵ�20-40mm���ȵ�ʯ��ʯ������ʯ��ʯԭ�ϲ���
,ͨ�������������ϻ���Ƥ��������Ԥ�����������ϲ���.
��ʯ��ʯ����ɸ��ϵͳ�����˸�λ�����豸����ʯ��ʯ����ϵͳ���ﳾ����г�������������ʯ��ʯ���ͼ�ɸ�ֳ���Ĺ���������
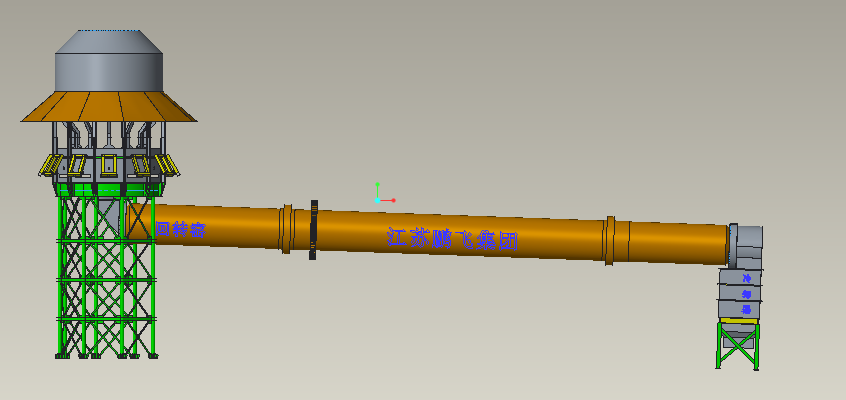
6.3.1.2ʯ���ճ�ϵͳ
��ʽԤ�������ϲ��е����Ͼ����Ϲ�����Ԥ�����ڵ�8��Ԥ�������ڣ�ʯ��ʯ��Ԥ�������ڻ������ƣ�����1000��1100����Ҥβ����Ԥ�ȵ�900�����ң��ﵽ���ַֽ��ʯ��ʯ��Ԥ�����ϵ�Һѹ�Ƹ��ƶ���ͨ�������ҽ��뵽��תҤ�ڽ������գ���������Ҥβ��������ϵͳ�����պ����ʯ������ʽ��ȴ������ȴ����ȴ�����ɶ��η���ṩ�����η���ṩ����ȴ����һ�����ܰѽ�����ȴ��ʯ�ҵ��¶ȼ��罵��110�����£����Ҹò�����ȴ��������ȴ��ʯ�ҵ�ͬʱҲ�����ȵ�650�����ϣ���Ϊȼ��ϵͳ����ȼ������
6.3.1.3Ҥβ��������ϵͳ
��Ԥ�������ķ������¶�Լ��220--250�����ң������벿����ȴ��������벼���������ڽ��г�������������ķ����۳���������10mg/Nm3����ȫ��������йػ���Ҫ������ķ���������������̴�����������ռ������ķۻ�ͨ�������豸����ۻҲ֣�����ɢװ��ɢװ������
6.3.1.4��Ʒʯ�Ҵ���ϵͳ
��ȴ���ʯ�Ҿ���ʽ��ȴ���²�����ж�ϻ�ж����Ȼ���ɰ��������ð��������£��ɷ�ֹ��ȴ������ͻ���¼���ж����ʱ�ջ��豸��������ʽ�����������ɸ��¥����ɸ�֣�С��10mm�ķۻ�ֱ������ۻҲ֣� 10-40mm�������ֱ�������Ʒ�ֽ��д��档
�ڳ�Ʒʯ��ɸ�ִ���ϵͳ�����˸�λ�����豸���Գ�Ʒʯ�Ҵ���ϵͳ���ﳾ����г���������������Ʒʯ�Ҵ���ϵͳ�Ĺ���������
Ϊ����������ϵͳ�ij���Ч�������ͳ���ϵͳ������Ͷ�ʣ�ʯ�Ҹ����ϵ���ж�ϵ�ij�������Ϻ�ж���豸ʵ�����������ĸ�����ϻ��ĸ���ж��ʱ�ò��ֳ����ܵ��ϵķ��ŲŴ���ֹͣ���ϻ�ж��ʱ��ò��ֳ����ܵ��ϵķ��Źرա�
6.3.2 ����ԭ��
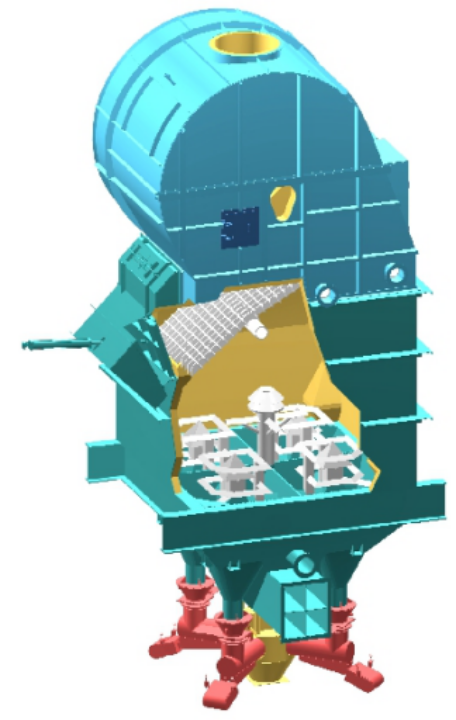
(1) Ԥ��
Ԥ��������Ҥβ�������볣�����Ͻ��������Ƚ�����ʹ�����ڽ����תҤ֮ǰ�ͱ�Ԥ�ȵ�900�����ϣ�ʵ��25��30����Ԥ�ֽ⣬ѹ��ͣ����ö�ܼ��ϰ�װά���������������Ʒ��㣻�����ҵ������ϣ����ײ���ƫ�����ֲּ���ʽ�ṹʹ�����Ͻ�����Զ������ȷ�ѭ���Գ�һ�壬����Ԥ�ȸ��Ӿ��ȣ�Ԥ��Ч�������������м�ʹ������ҳ��ֹ��Ͽɶ��Թرգ���Ӱ������ϵͳ���������С�
(2) ����
ʯ��ʯ������Ҫ�ڻ�תҤ����ɣ�Ҥ��ֱ��3.6�ף���55�ף���������ʱ��Ҥ�������˶���ͬʱҲ�������˶������ڷ���״̬�����䡢���������������Ƚ�����ʽͬʱ���У�ʹ�������չ��̷dz����ȣ�Ҥͷ��Ҥβ��Ϊ��ѹ��������תҤ��������֧�нṹ���ýṹ��������൵��ʽ���Ӽ��豸�����ᣬֱ���Ժã���ת�����찲װ���ý��ͣ���ת�����е���Ҳ��Լ�Ҥͷ��Ҥβ�ܷ������������Ƭ��ʽ��ϵͳ©��ϵ�����ͣ��ܷ�Ч������������ά�������dz���㡣
(3) ��ȴ
ʯ��ʯ�ڻ�תҤ�����ճ�ʯ�Һ������ʽ��ȴ��������ȴ���ײ�����Ķ��η���ȴʯ�ң���������ȴ��ʩ����ȴ���������������Ȳ��ã����Խ�ʯ����ȴ��100�����£����η��¶ȿɴ�600�����ϣ������Ƚ�����Ķ��η���Ҥ����ȼ�գ���Ч�����ȼ���¶ȣ����ܽ��ġ�����Ϊ��ֹ������ϡ�ҤƤ�͵�ש�Ƚ�����ȴ�����壬�����д������װ�ã����Խ���Ҥ���ų��Ĵ�����ϴ���ȴ�������ų�����֤��ȴ���ȶ�������ת�������˹����Ͷ�ǿ�ȡ�
6.4 ���������豸ѡ��
6.4.1 �豸�������
�豸���1����ʽԤ������ 8.3��4.00m��8���Σ�
��2����תҤ�� ��3.6��55m
��3����ʽ��ȴ���� 3.7��3.7m
(2)
6.4.2 �����豸���������
6.4.2.1��ʽԤ������Ҫ��������
�豸���ƣ� ��ʽԤ����

�� �� 8.3��4.00m (8����)
��������� 400t
Ԥ�Ȳ����� 8��
�Ƹ������� 8��
��ͷ���ϣ� ��������
�ͱ������� 2̨ ��һ��һ����
ÿ��Һѹ�Ƹ˲��õ���Һѹ���ƣ�ͨ��Һѹվ���Ե����Ƹ�֮��ļ��ʱ�估�Ƹ�����������ʱ�䣬ȷ���ƽ�������
6.4.2.2��תҤ��Ҫ��������

�豸���ƣ� ��תҤ
�� ���������� ��3.6��55��
б �ȣ� 3.5�������ң�
֧�е����� 2��
֧��װ�������ʽ�� �������
������ʽ�� Һѹ����
������ʽ�� ������
���������ʣ� 132kw
Ҥ��ת�٣�
�������� �� 0.3��1.67r/min
���������� 6.85r/h
Ҥͷ��Ҥβ�ܷ���ʽ�� ��������Ƭʽ
6.4.2.3��ʽ��ȴ����Ҫ��������
�豸���ƣ� ��ʽ��ȴ��
�� �� 3.7��3.7 m
�� ʽ�� ����
���������� 4
�����¶ȣ� 1100��50 ��
�����¶ȣ� ��100 ��
ж��װ����ʽ�� ����
ж��װ�������� 4��
6.5 �ͻ��������
6.5.1 ��תҤ����
��תҤ��������Ϊ�����֣����մ���������Ī��ʯ��ճ��ש��Ԥ�ȴ�����ȴ�����ø���ש��Ҥͷ��Ҥβ��������ê�̹�������Ҥͷ��Ҥβר����ĥ��ע�ϡ�
6.5.2 Ԥ��������
Ԥ������������ê�̼�����ê��ש����ê��ש֮��ҧ�Ϲ̶��������������ʽ�ע�ϣ��γɿ������ⷽ�����͵�����¯������ں���ê�̹���������ĥ����ά��ע�Ϻ͵�ˮ�ཽע�ϣ��ײ��ø���ש��
6.5.3 ת���������
ת�������Ҫ����ʯ��ʯ���������������λѡ��̼����ש����ڲ��ø���ש�����մ���ά̺���ȡ�
6.5.4 Ҥͷ�ּ���ȴ������
Ҥͷ������ê��ש���ң�Ȼ�������ˮ�ཽע�ϣ�������ù�ư������ȣ�Ȼ���õ�ˮ�ཽע�Ϻ���ά��ĥ��ע�ϡ�
6.6 ��תҤ��Ȧ����
6.6.1��תҤ��Ȧ��֢״
��תҤ��Ȧ��ϵͳ��������֢״��Ҥ������������ӣ���������ֵ����Ҥͷ��Ҥβѹ�����ȶ���Ҥͷ������ѹ����Ҥ���������ǣ�Ҥ�ڵ������ܷ۳�Ӱ�����˶���ʽ�ɹ���״̬��Ϊ����״̬��Ͳ����Ƥ�ֲ��¶��½���

ͼ1 ��תҤҤ�ڽ�Ȧ���ͼ
6.6.2 ��תҤ��ȦΣ��
��תҤ��Ȧһ���γɣ����谭��������˳����Ҥͷ������ѹ����Ҥ�ڸ��������ֱ��谭�ڽ�Ȧ��ǰ�࣬ʹҤ����������ƽ�����䣬��Ȧ��ֵ����ϲ��ܳ������������Ҥ�ڵ������ܷ۳�Ӱ�����˶���ʽ�ɹ���״̬��Ϊ����״̬�����ϲ��ܾ������ȣ����ϵ������������ܱ�֤����Ȧһ���γ� 200mm��300mm ʱ�������������ʱ��������ʱ���������豸���ϣ�ͬʱ�ܺ����ӣ��ֳ����������ƻ������Ӳ������Ͷ�ǿ�ȡ�
6.6.3 ��תҤ��Ȧ��ԭ�����
6.6.3.1 ԭ�Ϻ����ʶ�����ɻ�תҤ��Ȧ
��Ϊʯ��ԭ�ϵ�ʯ��ʯ����Ҫ�ɷ��� CaCO3��һ����������� SiO2��Al2O3��Fe2O3��NaO��K2O ��P��S �����ʣ�������ʺ����ߣ������ײ�����Ȧ���ر��� Al2O3��Fe2O3��P��S �����۵�ϵͣ��ڻ�תҤ���¶ȴﵽ1250������ʱ�ͻ�������ڣ����ں�����ʣ����תҤ����ת�����ڻ�תҤ���մ���ߴ��γɽ�Ȧ��
6.6.3.2 ����ʹ�۳���������ɽ�Ȧ
Ҥǰ���ϳ���������ʩ����ѩ������ԭ�ϱ�������մ�ڿ�ʯ����ɸ�ֲ��������ʯһͬ��Ҥ���գ�ʯ���д����۳�����Ҥ�ڣ��������մ�������ʹ�۳���������ɽ�Ȧ��
6.6.3.3 ȼ����ѡ��ֱ��Ӱ���תҤ�ڽ�Ȧ
ȼ����������ʯ�ҵ���Ҫ�����豸��ֱ��Ӱ�������״�նȣ�����ֱ��Ӱ���תҤ�������¶ȣ���ͬ��ȼ��Ӧ���ò�ͬ��ȼ������Ҫʹȼ�ϴﵽ�����ȫȼ�գ�ȼ������ѡ�������������Ҫ��Ҳֱ��Ӱ��Ҥ�ڽ�Ȧ��
6.6.3.4 ��תҤת��������ʱ��ƥ�䲻��Ӱ���Ȧ
��תҤת��������ʱ���ƥ��Ӱ��������Ҥ�ڱ������ϱ���Ӱ��������Ҥ�ڵ��˶��켣��Ҥ�ٵ͡�����ʱ��̻��γ��ϲ�̫��������Ҥ�ڳ������������ϲ㱡���ͻ��γ�������Ҥ�����廬��������ͻ�������������Ϸۻ����ۻ����������մ��ܵ���ǿ����ĸ��£��ͻ������γɽ�Ȧ��
6.6.3.5 �����������Ʋ���Ӱ���Ȧ
1)��תҤԤ���������¶ȹ��ߣ�������Ԥ������Ԥ�Ⱥͷֽ���٣��������մ����սᣬʯ�ҹ��գ�����ɽ�Ȧ��
2) Ҥβѹ�����ƴ�С����ı���泤�ȡ���״��ֱ��Ӱ��Ҥ���仯��ʯ���������ײ�����Ȧ��
3) ��ȼ��������������£�ȼ��ѹ�����ƹ��ͣ�ȼ�ջ���̴֣����մ��ṩ��������ʹ���ϳ��ֹ��գ�����ʱ���մ���Ȧ��
4) һ�����η�ĺ�������ֱ��Ӱ�����պ��������ȶ���һ�η�������̴֣����¶ι��ڼ��У������Ȧ����֮�����ݳ��������¶ȵͣ���ʹʯ���������ȶ�����Ȧ��
6.6.4 ���ƴ�ʩ
6.6.4.1 �ϸ�ԭ�Ͻ��������ƶ�
һ�Ǽ�ǿ����������ƣ���������Ӧ������20��40mm�����ٹ�С����ԭ�ϲ��룬������Ҥ������ҷ۲����������Ҥǰ��ʯ��ʯ����ˮϴɸ�֡����Ǽ�ǿ���������ƣ��Խ�����ԭ�Ͻ����ϸ��飬���� CaO ���������� 53%��MgO��SiO2�ĺ��������� 2%�� 1.5%���£�S ����С��0.025%�����ϸ�ԭ�ϲ���Ҥ��
6.6.4.2 ����Ҥ��������ʱ���ƥ��
������Ҥβ�˶���Ҥͷ���ʯ��ʯ�ֽ��ȫ���̣���Ԥ�������תҤ���������������תҤ��ת��ͬ����Ҳ����˵��һ���IJ��������ƶ���Ӧ�Ļ�תҤת�٣��Ա�֤�����ڻ�תҤ�ڵ��ϲ��Ⱥ����������������������Ҥ�ڵ�������� 6%��8%֮�䣬Ҥ��ת�ٿ���Ҫ�ﵽ���Ͽ������ҷ���Ϊ�ˡ�
6.6.4.3 �������Ƹ����ȹ�����
���ݸĽ����ȼ����������������Ƕȣ���������Ҥβ���ѹ����������һ�����η����������ѹ���Ա�֤����ij��Ⱥնȣ�ʹ������Ͳ�屣��ƽ�У�ͬʱ����ú����ֵ�ȶ���ú����ƽ���������͡�
6.6.4.4 ��ǿ���չ��̹���
1)��ʱ�۲�Ҥ�ڻ��桢�����������˶������������ֻ�����״��ɢ��Ҥ���������ǻ������л�������Ӧ��������Ʒʵ������ SiO2�Ƿ�ƫ�ߣ�ͬʱ�������£�����Ҥ����ѡ������ԭ����Ҥ����ʵ��������ת��Ҥ������˳�����۳����Լ��٣�����������ָ���������������������ճҤ�ڲ�����Ȧ��
2) ÿСʱ��Ҥͷ�Ӹ�դ����ȡһ�����������۷���ʵ������������ʵ��������������������ȹ��ղ�����
3) ��ȴ���µ�����ϻ����ȳ��ң���֤��ȴ���ڸߡ�����λ���� 100mm ���ң�ʹ���η����������ȡ�
4) �ƻ�����ʱ��Ӧ�� 5t/h �ݶ�������ͬʱ��ʱ����ȼ�����ȸ������ղ������ָ�����ʱ�����������߽��в���(��תҤ����������1)��
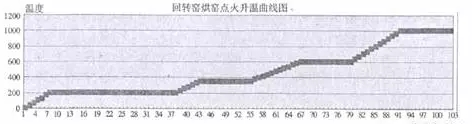
��1 ��תҤ��������
6.6.4.5 һ��������ȦӦ��ȡ���´�ʩ
1)�����ڶ�ʱ�������ͣҤ��ͬʱ��ͣһ�����η�����۲�Ҥ���������������Ȧ��ѡ���ʵ�ʱ����������£����øߡ����²�ʹ��Ȧ���䣬����Ҥ����
2)�������Ҥͷ��Ҥβ������ѹ��Ҥ���������ǣ�����������������������������������������ͣҤ������
6.6.5 ����
����ʯ�һ�תҤ��Ȧ��ʯ����ҵ�ձ�������⣬��Ȧ����Ҳ�Ƕ��ģ�����ԭ�ϡ�ȼ��Ӱ�죬����ȼ������ѡ����������տ��Ƶ��йأ�ֻҪǿ���������ڵĹ�����Ԥ��Ϊ������תҤ��Ȧ���ܵõ���Ч���ƣ����������ӳ���Ȧ���ڣ���ʵ�ֻ�תҤ�߲����Ȳ���
