危废处理回转窑新炉烘炉方案
一、烘炉准备
1)检查耐火材料的砌筑和浇注是否符合规范要求;2)准备烘炉所用材料,如燃料、工具、水、压缩空气等;3)整套系统的其他准备工作,例如:消防系统、电气系统、环境条件等。
二、烘炉曲线
回转窑砌体的主要材料是高铝砖、莫来石砖、高铝浇注料等。根据回转窑砌体的特点,典型的烘炉曲线如图5所示。由图可知,烘炉升温过程主要包括3个关键温度点:
第一个温度点是150℃。此温度点主要是完成砌体中游离水的蒸发。因为水在100℃时变为水蒸气,但蒸发不快,故必须大于100℃时才能有效干燥。根据经验选150℃为宜,此阶段脱水量不大,不能太快。如果水分排出太快,内部残存水分扩散速度赶不上表面蒸发速度,内部水会受热变成蒸汽产生膨胀致使泥浆收缩发生龟裂,降低粘接强度,削弱砌体强度,浇注料更是如此。因此,由常温至150℃的过程中,升温不能太快,控制在10℃・h-1为宜,当达到150℃时,还必须保温一段时间,保证砌体充分干燥。
图1 典型烘炉曲线
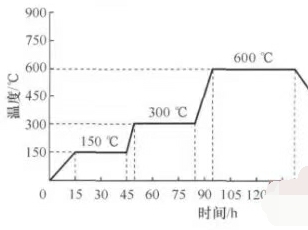
第二个温度点是300℃。在此温度点,主要是消除砌体中水分蒸发引起的膨胀及热应力。考虑到高铝砖的线膨胀系数较大,由150~300℃的过程中,升温也不宜太快。高铝砖一般按30~50℃・h-1升温,可使耐火砖的膨胀均匀而且稳定。
第三个温度点是600℃。此温度点主要是完成砌体中结晶水的蒸发。烘炉过程中,炉内在此温度点持续至少48 h,以使砌体中尽可能多的结晶水析出,使砌体彻底干燥。
在降温初期,应避免大量冷空气进入炉膛,导致降温速度过快,影响砌体的强度。当炉内温度降低到150℃以下时,可让砌体自然冷却,烘炉完成。
三、烘炉后的检查
烘炉后的检查主要为耐火材料砌体的检查。观察耐火材料烘干情况,检查耐火砖的砖缝,如果出现松动,可用锁缝钢板紧固;检查耐火材料是否出现裂缝,如果出现裂缝大于3 mm,应用耐火浇注料填缝。
