1、蓄能器氮气囊破损故障
蓄能器在液压系统中起到蓄能、保压、吸震、减震等作用。但是,如果磨机运行状况不稳定,拉伸杆动作频繁或动作幅度过大,氮气囊频繁收缩,就会导致氮气囊爆裂。
蓄能器气囊里氮气的工作如同气体弹簧,压力传递是通过液压油的传递来完成的,因此压力的微小变化就会影响油的流量,将引起弹性缓冲,若氮气囊破损或压力偏低,就不能吸收由于磨床料层厚度变化对液压系统的冲击,磨机振动增大,易造成拉伸杆及拉伸杆螺栓频繁断裂。
所以氮气囊破损一定要及时查找原因,进行更换和补充。
如何判断氮气囊状态
在立磨生产过程中快速、准确地判断氮气囊的好坏是非常重要的。最简单的诊断方法是依靠操作人员积累的经验和借助于简单的仪器,通过“摸”、“测”、“看”三种方法进行分析、诊断,判别故障产生的原因和部位。
“摸”是通过用手感触蓄能器壳体温度的方法来判断氮气囊的好坏,若手摸蓄能器壳体温度接近于油温,说明蓄能器工作正常;如果感觉温度明显偏高或较低,并且蓄能器的底部伴有敲击声,说明蓄能器已损坏,氮气囊破损后蓄能器将起不到缓冲减震的作用,因此就要及时对已损坏的蓄能器进行修复,更换气囊或单向阀。
“测”是在立磨停机状态下,液压站卸压后,在蓄能器阀嘴上装压力表进行检测判断,若压力表显示压力低或没有压力,则说明蓄能器已损坏;如果压力接近氮气囊的正常压力,说明蓄能器是完好的。
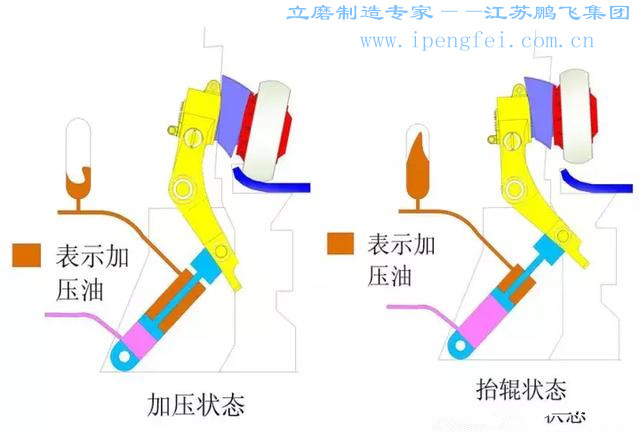
“看”是现场观察磨辊抬起或加压时间是否正常,若磨辊抬起或加压时间明显延长,说明蓄能器氮气囊破损。

如何预防解决氮气囊破损
解决氮气囊破损问题,不能局限于蓄能器本身,最根本的措施在于稳定磨机运行工况,避免磨机剧烈振动。另外,合理的充氮方法也是避免氮气囊爆裂的一个因素。
蓄能器充气必须使用氮气,严禁用其它气体替代,在充氮气之前要将氮气囊中残留的空气排除干净,否则空气和氮气的混合物极易导致氮气囊爆裂。根据相关标准,一般充气压力控制在系统工作压力的60%-70%。
在正常生产过程中,规定每周对蓄能器的氮气检查一次。当氮气囊充气时,氮气囊首先在其直径大、壁薄的上部膨胀,然后向下部逐渐膨胀,把氮气囊向外推到壳体侧壁,同时氮气囊充满整个容器,氮气囊外壁和壳体内壁摩擦力较大。立磨制造专家――江苏鹏飞集团。
因此,在安装时要在氮气囊外壁和壳体内壁涂抹液压油,减轻氮气囊与壳体内壁的摩擦,保护氮气囊。拆卸蓄能器前必须先卸去蓄能器内的压力油,再使用充气工具放掉皮囊内的氮气,然后才可拆下其它各零件。

2、液压站高压油泵频繁启动故障
立磨在运行过程中时常出现液压系统压力无法保持,现场观察高压油泵频繁启动,液压油温升高,这种现象极易造成油泵损坏和能耗升高。
造成高压泵频繁启动的主要原因有二个方面:
一是液压油缸的拉杆密封损坏,油缸内漏造成;
二是回油阀(或泄压阀)内漏或损坏造成高压油泵频繁动作。
生产中可从以下几方面采取措施进行检查和处理:
一是检查液压缸是否有内漏现象,最直接的方法是停磨后将张紧液压站油泵断电,静止状态下观察液压站的油压是否逐渐下降,如下降说明液压缸有内漏现象,应及时对密封进行更换。
二是合理确定拉紧力的设定范围,若研磨压力设定范围窄,不但会使液压系统氮气囊的缓冲能力减弱,而且会使液压站的高压油泵在很短的时间内频繁启停,严重时会导致高压电机烧毁,通常应根据物料的易磨性来确定合理的研磨压力参数。
三是对液压阀(和泄压阀)进行检查和清洗,液压阀属于精密的零件,一旦有杂物挡在阀口就会造成泄压。
3、液压缸缸体拉伤或漏油故障
造成液压缸缸体拉伤或漏油的原因有以下几个方面:
一是液压油中存在杂质,导致缸体拉伤和密封损坏而漏油;
二是由于顶部落料,细颗粒物料夹到液压缸与活塞杆之间,活塞杆表面镀铬层因磨损产生纵向拉痕,油封损坏,造成漏油;
三是由于蓄能器单向阀的阀柄断裂,螺栓和垫圈进入液压缸内,产生纵向拉痕,活塞环被拉伤,导致液压缸缸体拉伤或外漏油;
四是液压缸密封圈由于长期使用老化而产生漏油;
五是研磨压力设定范围不合理,设定拉紧力偏高,使液压缸内的油压持续偏高,这样高的油压给密封圈带来了较高的压力,当磨机运行不稳定时,磨机剧烈振动,会使拉紧力出现大的波动,瞬时较大的压力冲击密封圈,密封圈也容易损坏。
为保证液压系统的正常工作,在生产中要做到以下几点:
首先,要求液压系统内液压油要有较高的清洁度。为了保持液压油的干净,在缸体检查、管路清洗、更换氮气囊和液压渡时周围环境一定要于净清洁,以防小颗粒物体带入液压油中,造成缸体划伤、氮气囊破损;
其次,为了防止细颗粒物料进入缸体,可在外部做一个软连接护套加以保护;
再次,液压油使用过程中应每半年定期检测和检查油质情况,发现油液乳化变质应及时更换液压油;
四是根据物料特性设定合理的研磨压力,在正常生产情况下实际操作压力一般应设定在最大限压的70%~90%之间。
总之,正确使用和维护液压系统,保持液压系统良好运行是减少系统故障、提高磨机粉磨效率的主要途径之一。